
工程分类
更多>>
联系人:
电话:0511-88791451
手机:13951280541
邮箱:jfchen@ujs.edu.cn
地址:镇江市学府路80号
最新文章
您的位置:网站首页 > 最新文章供料道的电加热――用氧化锡电极的电加热
例1 某器皿厂用氧化锡电极的电加热料道
某厂有二座池窑6条料道,平均每条料道每天消耗轻柴油300―350kg,每天总计要消耗轻柴油1.8T,其能源消耗,能源费用支出及料道热平衡如下:
1.概述
(1)能源消耗。油耗:1.8T/d(相应热值1.98×107Kcal/d), 压缩空气:10.2Bm3/分,驱动电功率75Kw(相应热值1.548.000Kcal/d),总计热能消耗2.1×107Kcal/d。
(2)能源费用。轻柴油 400×1.8=720元/d,电能 0.07×75×24=126元/d,总计 846元/d。
(3)料道热平衡(见表16.5.1)
表16.5.1
|
序号 |
项目 |
Kcal/d |
% | |
|
热收入 |
1 |
轻柴油 |
3.3×106 |
100 |
|
总 计 |
3.3×106 |
100 | ||
|
热支出 |
1 |
玻璃液温升耗热 |
121600 |
3.7 |
|
2 |
料道散热 |
683200 |
20.7 | |
|
3 |
料盆散热 |
406000 |
12.3 | |
|
4 |
油枪口辐射热损失 |
46400 |
1.4 | |
|
5 |
匀料筒孔热损失 |
1587300 |
48.1 | |
|
6 |
观察孔热损失 |
455500 |
13.8 | |
|
总计 |
3.3×106 |
100 | ||
分析热平衡表,轻柴油供给的热量只有3.7%用来加热玻璃液,其中很大一部分作为热气流从孔口溢流损失掉了。
2.电极材料
该厂料道中玻璃液温度在1250℃左右。选用的是氧化锡电极。电极的规格230×115×25mm 和 230×80×25mm,比重5.5-6g/mm3,最高使用温度1400±20℃,表面允许电流密度1-1.5A/cm2,膨胀系数:4.1×10-7/℃。经过两年的使用,氧化锡电极没有发生问题。
3.电工参数计算
器皿玻璃含钠量14.5-16%,它的成型温度为1000-1150℃。
(1)玻璃液电阻率的确定 根据某厂料道和料盆的结构和各部尺寸以及玻璃配方,运用前面介绍计算式计算得到:料道内玻璃液的导电率为X=0.1489(Ω-1.cm-1),电阻率为ρ=6.716(Ω.cm),玻璃液电阻R=1.2Ω
(2)电功率计算:因为玻璃液面散热大,电加热产生在玻璃液内部,因此表面上尚需复盖火焰保温,电功率计算如下:每小时应向料道提供48267Kcal热量,轻柴油保温提供37583Kcal,电加热应提供10684Kcal,折合功率为 ≈12Kw。
≈12Kw。
(3)变压器参数 容量12KVA,初级电压220V,初级电流45.5A,次级电压100V,次级电流120A。****电流密度= =0.6A/cm2 其值在允许范围内。
=0.6A/cm2 其值在允许范围内。
|
4.保温措施 某厂三条电加热料道的保温情况如下:底层130mm厚轻质保温砖+2层硅酸铝纤维。两侧130mm厚轻质保温砖+2层硅酸铝纤维。顶部在平六枚盖砖上面设一保温空间,与大炉工作池空间热气流沟通,再盖一块平六枚盖砖,上面再复盖200mm厚轻质保温砖,具有保温措施的料道结构如图16.5.1所示。 5.供电和温度自动调节 (1)供电:通过可控硅主回路控制变压器的初级电压,可控硅元件选用3CT100A/1000V。 (2)温度自动控制:测温仪表和调节器选用XCT―191型温度指示调节仪,该仪表测量和调节功能组合一体,价格便宜,投资省,安装维修方便。 |
 |
6.技术经济效益分析
在两年多的实际运行中,操作者较为满意,总结如下:(1)热效率大辐度提高,由原来的3.6%提高到22.5%。(2)实现温度自动调节,改善玻璃液的均匀度,减轻了工人劳动强度。(3)提高了产品质量:与采用轻柴油加热相比,成品率由82.3%(81年平均值)提高到85.79%。(4)减弱了火焰刚度,减轻了对匀料筒、冲头和料盆的冲刷,延长了设备的使用寿命。(5)减少噪音污染,改善生产环境。(6)由于电加热在玻璃内部加热,玻璃液表面温度比内部低,温度越低,其粘度愈大,匀料筒受到的扭曲力矩增大,为了解决这个矛盾,可在玻璃液面上漂一点轻柴油火焰,但耗量较少。耗量86Kg/d。(7)料道要求玻璃液流动稳定,尽可能减少对流,保证产品质量,电流密度应在1A/cm2以下。
轻柴油加热与电加热比较各项指标对比见下表16.5.2.
表16.5.2
|
项目 |
轻柴油加热 |
电极加热 | |
|
柴油耗量 kg/d |
350 |
86 | |
|
压缩空气耗量 Bm3/d |
3050&, nbsp; |
750 | |
|
电 耗 |
压缩空气电耗(Kwh/d) |
312 |
77 |
|
电加热电耗(Kwh/d) |
0 |
288 | |
|
合计电耗(Kwh/d) |
312 |
365 | |
|
总热耗Kcal/d |
4118320 |
1259900 | |
|
热效率 % |
2.1-3.5 |
22.5 | |
|
能源费用支出元/d |
161.84 |
59.95 | |
|
最高班产量(只/班) |
5610 |
7920 | |
|
成品率% |
82.30 |
85.79 | |
例2 某灯泡厂用氧化锡电极的电加热料道
某厂在自动吹泡机料道上采用氧化锡电极对玻璃液进行电加热,经过半年的反复试验,取得显著成效。后来三条料道全部改用电加热,其中二条连续运行达五个月。实践证明,它与火焰辐射加热相比具有较多的优越性。(1)温度均匀,控制方便,使产品质量、产量都有明显提高。过去常因为温度波动机器常常被迫停车,现在这一情况已基本消灭,吹泡机月月超额完成计划。(2)由于泥筒、泥芯不再经受火焰的直接冲击,破筒、断芯的情况大大减少,降低了耐火材料的消耗。(3)在正常运行时,由于取消或关小了喷嘴,因而减小了噪音,改善了劳动条件。
1.料道的热平衡估算:已知料道玻璃出料量3T,玻璃液进料道温度1200℃,料滴温度1100℃,料道的热平衡见表16.5.3
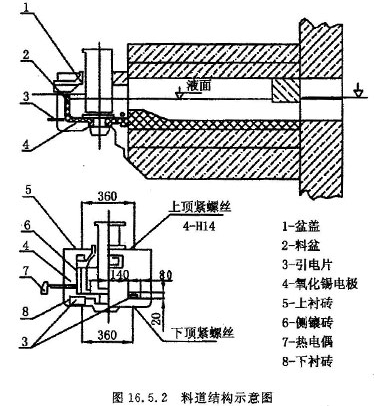
表16.5.3
|
热收入 |
热支出 | ||
|
项 目 |
千卡 |
项目 |
千卡 |
|
玻璃液降温余热 |
4500 |
料道散热 |
7000 |
|
电加热 |
4300 |
料盆散热 |
2500 |
|
煤气加热 |
13700 |
匀料筒溢流热损失 |
12000 |
|
其它 |
1000 | ||
2.电工参数的确定:
⑴电功率 根据料道中的热消耗状况,为了保证玻璃的成型需要,总共应补足热量18000千卡/小时,如全部采用电热,则耗电率21Kw/小时,现因玻璃表面采用煤气保温(料道玻璃表面及匀料筒的热损失约13700Kw/h)则电功率: W=4300/860=5Kw/h
⑵玻璃电阻率 灯泡玻壳Na2O含量为17%,玻璃平均温度(料盆部位)t=1100℃。代入电阻率计算公式,则1gx=1.508-0.204×17- =1.223,x=0.675Ω-1.cm-1 ρ=1/x=5.97Ω.cm。
=1.223,x=0.675Ω-1.cm-1 ρ=1/x=5.97Ω.cm。
⑶玻璃液电阻 料盆中玻璃液电阻应与电极位置和料盆的几何结构有关: R=Kρ 在图16.5.2结构中,电极中心距离L=25cm。泥盆导电区的有效宽度 b=30 cm,玻璃液深度 h=16 cm,玻璃液垂直截面,S=b×h=480 cm2 ,电极附加系数 K=2,故 R=2×5.7×
在图16.5.2结构中,电极中心距离L=25cm。泥盆导电区的有效宽度 b=30 cm,玻璃液深度 h=16 cm,玻璃液垂直截面,S=b×h=480 cm2 ,电极附加系数 K=2,故 R=2×5.7× =0.623Ω
=0.623Ω
⑷工作电流和电压 电流I= =
= =90A,电压V=
=90A,电压V= =56(V),计算结果与实际使用情况基本相符。
=56(V),计算结果与实际使用情况基本相符。
3.料道的供电与控制
⑴供电设备 供电设备由单相隔离变压器和可控硅组成,可控硅调节变压器初级电压。 变压器容量 10KVA, 初级电压220V,次级电压 80V,
⑵控制方法 料道采用电加热后,有利于实现玻璃料液温度调节系统。热电偶输出的毫伏信号直接送入TA―091电子调节器,与给定值比较后调节器输出PID规律变化的0-10毫安电流信号,通过ZK100可控硅电压调整器将信号放大,转换为移相触发脉冲,控制主回路两只可控硅的导通角,来调节隔离变压器的初级电压。由于该系统采用定型仪表,所以组成方便,并有较广的调节精度。
此页网址为:
相关文章
