
工程分类
更多>>
联系人:
电话:0511-88791451
手机:13951280541
邮箱:jfchen@ujs.edu.cn
地址:镇江市学府路80号
最新文章
您的位置:网站首页 > 最新文章火焰池窑的电助熔――生产玻璃瓶罐的电助熔池窑
例1 生产青白料瓶的电助熔池窑
某保温瓶厂在20m2全保温半煤气发生炉的玻璃池窑上采用了电助熔加热技术。窑炉日出料量达35~46t,玻璃质量稳定,满足了生产需要。
1. 玻璃成分 见表2.1.4中NO 17,用于生产酒瓶。玻璃的电阻率、温度曲线见图2.1.7中的曲线17。
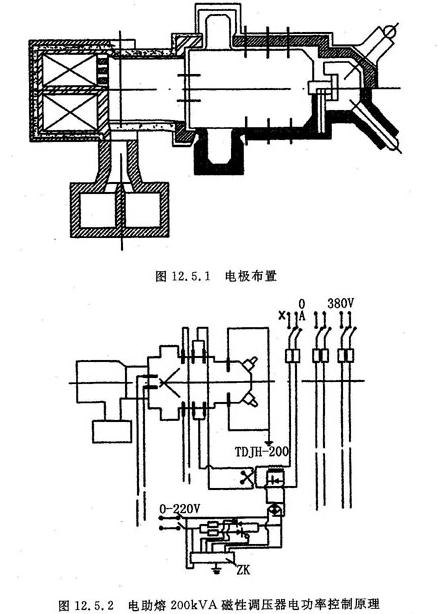
2.电极布置 该池窑装有8支钼电极,为单相供电。在窑坎前后为两支并联,其目的是强化热点,准确控制玻璃液流。加料口处的两对电极是为了加强池窑的熔化能力,去除窑炉的熔化死角,改善玻璃质量。另外,在工作池两侧装有两支接地电极,以避免供料机在操作时产生火花(见图12.5.1)。
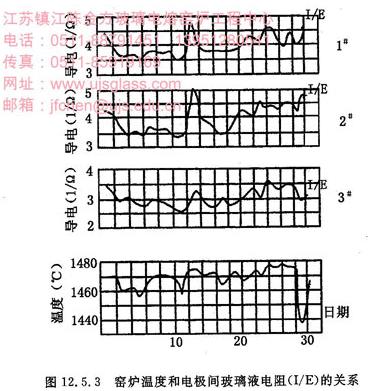
3.供电 其供电方式在窑坎处为一相,其它两对电极在加料口处为交叉单相配电。采用磁性调压器供电(见图12.5.2)。在操作中窑炉温度和电极间玻璃液电阻的变化关系见图12.5.3。
4. 电极材料 钼电极的直径为φ50mm,比重约为10.1kg/cm3,其纯度为:Mo>99.9%、C<50ppm、Cr<50ppm、Ni<50ppm、Fe<50ppm。
5. 热平衡的测定 该厂1#窑炉(未采用电助熔加热)和2#窑炉(采用电助熔)热平衡测定结果见表12.5.1、表12.5.2。通过这些数字的比较可以很详尽地了解电助熔窑炉的节能状况。 表12.5.1 项目 窑别 2#窑炉 (采用电助熔加热) 1#窑炉 (未采用电助熔) 热 量 收 入 换热回收热 22.13 未测 蒸气带入热 7.68 7.68 电能输入热 2.79 0.2 煤燃烧的热 89.53 99.8 热 量 支 出 形成玻璃液耗热 3.88 2.72 玻璃液带出热 12.07 6.83 表面散热损失 19.93 22.33 孔口辐射溢流损失 12.94 0.13 冷却水带出热 1.11 0.93 灰渣物理热损失 0.54 0.6 其它热损失 2.53 4.42 机械不完全燃烧热损失 7.14 7.68 水汽带走物理热 11.12 10.24 化学不完全燃烧热损失 0.78 1.18 排烟热损失 27.96 42.94 表12.5.2 收入热量 有效热利用率 废气带走的和各种热损失 热利用率 1#窑炉 100% 14.94 85.06 未测 2#窑炉 100% 21.92 78.08 45.37 6. 使用结果 电助熔加热技术在该厂一年多的使用结果:(1)在熔化池温度波动较大情况下,电助熔能改善和稳定玻璃质量。图12.5.9为该厂通电前后池窑熔化温度与玻璃质量之间的关系。(2)窑炉熔化率提高了20%,满足了两台六组单滴行列式制瓶机生产各种规格产品的要求。(3)池窑增加出料量部分的玻璃液单耗为0.63kWh/kg

此页网址为:
相关文章
